-

西安聚能仪器有限公司
主营:TVOC在线报警系统,医疗废气在线监测系统,VOCs在线监测系统,**低烟气CEMS在线监测,危废处置烟气在线监测系统,工业过程气在线监测

西安聚能仪器有限公司
主营:TVOC在线报警系统,医疗废气在线监测系统,VOCs在线监测系统,**低烟气CEMS在线监测,危废处置烟气在线监测系统,工业过程气在线监测 8
8
场旨在减轻这种伤害的努力正在进行,利用焦化煤气发电即是解决之道。但是在数年前,将废气转化为电能的技术并不成熟。
焦化煤气是制取焦炭的副产品。隔绝空气,在900—1000摄氏度高温下,每吨煤产生焦化煤气300—30立方米,每立方米热值为1000千卡—1800千卡。 大小加起来,我国目前有焦化企业2000余家。一些较大钢铁企业的焦化厂,其产生的焦化煤气可以作为优质燃料用于炼钢,有些焦化厂则供煤气于城市民用。但是相当一批焦化企业的炼焦煤气无法综合利用,只能点上火炬任其燃烧。
2002年,我国炼焦1.4亿吨,共产生00多亿立方米的炼焦煤气。据不完全统计,空排的炼焦煤气达到120亿立方米以上,相当于正在建设中的西气东送工程的年输气量。目前,中国钢铁行业还继续保持着快速增长的态势,炼焦煤气还将继续增长。
另据介绍,随着西气东送工程的实施,由于焦化煤气与天然气的不可比性,国内目前管道煤气30%—40%将被管道天然气取代,一些焦化企业的煤气将逐渐退出民用领域,这又意味着更多的煤气无地可去。焦化煤气的主要成分是氢气和甲烷以及一氧化碳,它们排往空中,无疑将使生态环境遭到破坏。为这些废气寻找出路已成为中小焦化企业生存的必由之路。
利用煤气发电是解决焦化煤气的一条新路。胜利动力机械厂厂长陈谊亮说:“120亿立方米的废气大约可生产10多亿度电,按每度电4毛钱算,可以赢利0多亿元。”
国内较早是利用燃气蒸汽轮机发电,此类发电,不仅建设周期长,运行成本高,发电效率低,而且不能保证安全可靠。其后的燃气轮机发电也不能克服类似困难,而且由于焦化煤气可燃成分中含氢过高,燃烧不稳定,致使发电效率虽略有提高,但并未有本质改善。很长时间以来,利用焦化煤气发电未能被国内焦化企业看好。
随着煤化工业快速发展,炼焦产业也急速腾飞。同时炼焦化工也是一个重污染源的行业,特别是废水废气的治理已成为该行业生存和发展的阻碍。因此焦炉烟气中NOX、SO2的治理是该行业急待解决的难题。
煤化工业SO2排放**标的原因在于入炉煤含硫高,粗脱硫净化度低,焦炉内部串漏气会有一定量的荒煤气由碳化室进入燃烧室。因而采取控制SO2的措施主要为控制入炉煤的硫含量,管理好粗脱硫工序的运行;管理好焦炉运行,确保正常生产时不出现串漏煤气现象;也可在煤气粗脱硫前,增设加氢装置,使90%的**硫转化为无机硫,再经粗脱时除去。
煤化工业氮氧化物排放**标的原因首先是回炉煤气在燃烧时形成NOX,其次是回炉煤气中含有HCN、NCNS等含氧化合物,燃烧时形成 NOX。可通过调节开闭器,使空气与回炉煤气量比由1.2减少至1.1降低烟气中NOX。
然而烟气中往往是NOX和SO2同时存在并**标,因此选用的工艺需将两者一起脱除的技术。目前有以下几种方法:
常用的方法是先用SCR脱除NOX,再用湿法脱除SO2。该法投资大和运行费用高,且有二次污染。
**催化工艺是气相通过弱碱性溶液时,NOX、SO2和**催化剂形成大分子团,从气相中脱除。在液相*分子团遇到碱液时释放出NOX和SO2而形成HNO2和H2SO3。通入氧气后,氧化成HNO3和H2SO4,同时和溶液中NH4+(或Na+)形成盐,分离出NH4NO3、(NH)2SO4作为副产品,溶液返回系统再吸收。
干法活性炭纤维功能材料工艺是烟气通过装有活性炭纤维功能材料的吸收器时,NOX转化为N2、SO2转化为SO3,再生时可得到H2SO4或硫酸盐。工艺简便、*,目前已有工业化应用。
活性氨脱硝和高效气相脱硫技术在锅炉的高温区喷入活性氨NR进行脱硝,在烟道中喷入复合脱硫剂,可以达到NOX ≦100mg/ Nm3、SO2≦0 mg/ Nm3的要求。
,焦炉排出的烟道废气是由燃烧焦炉煤气产生的,该废气含有大量的烟尘(约10g/Nm3)、S0x、N0x等,流量较大,温度一般在280?300°C范围内,微负压。目前常见的废气处理方法是设置一台余热锅炉,对废气进行余热回收,回收的热量用于产生品位较低、约0.SMPa的饱和蒸汽,同时烟气降温至约10°C后排放。
[0003]据申请人了解,由于外供焦炉煤气须符合低含硫的环保要求,大部分厂家对焦炉煤气进行脱硫处理。然而在焦化烟气的产生过程中,由于绝大多数焦炉存在串漏,使得未经脱硫处理的煤气中的硫份漏入焦化烟气中,因此导致焦化烟气中仍含有较高的硫份。按照目前的环保要求,仍需进行脱硫处理。目前脱硫工艺已较为成熟。焦化烟气的脱硝处理是近年来应污染防治要求提出的。目前,烟气的低温脱硝技术按照温度范围分为中温脱硝(380?400°C)和低温脱硝(<200°C),相对而言,低温脱硝技术还处于进一步的探索阶段,中温的氨法脱硝技术已较为成熟且被广泛应用。由于中温脱硝采用的是选择性催化还原法(SCR),该方法需要利用氨气,因此脱硝后的烟气中含有氨气或氨化合物,氨气或氨化合物与烟气中的SO3在水蒸气的作用下相结合生成硫酸氢铵,硫酸氢铵是一种粘附性很强的且具有较强腐蚀性的物质,在140?210°C的温度区域会由固态向液态转换,液态硫酸氢铵具有较强的吸附性。同时,蒸发器蒸发受热面内的产汽压力为0.8MPa,其蒸汽温度约为17°C,壁面温度约为180°C,壁面温度正好处在硫酸氢铵由固态向液态转换的范围,会造成烟气中的大量灰分与硫酸氢铵共同沉积在蒸发器的烟气侧蒸发受热表面上。对于烟气的除尘处理,较为彻底的除尘方法有电除尘和布袋除尘两种方法,这两种方法均已较为成熟。综上可知,目前的焦化烟气从其温度状态参数来看,不具备综合处理的条件。
**的湿法烟气脱硫工艺流程、形式和机理大同小异,主要是使用石灰石(CaCO3)、石灰(CaO)或碳酸钠(Na2CO3)等浆液作洗涤剂,在反应塔中对烟气进行洗涤,从而除去烟气中的SO2。这种工艺已有0年的历史,经过不断地改进和完善后,技术比较成熟,而且具有脱硫效率高(90%-98%),机组容量大,煤种适应性强,运行费用较低和副产品易回收等优点。
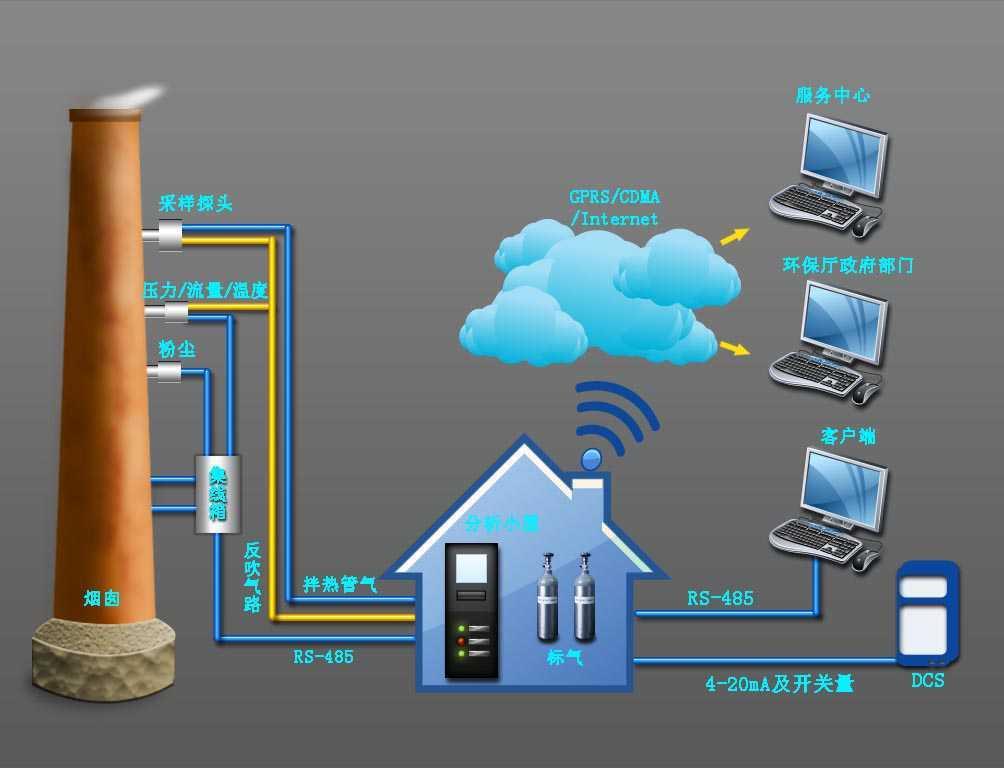
分析控制装置的组成及功能
该装置为机、电、仪一体化成套分析控制装置。整套装置由分析机柜组件(内部包括样品净化处理单元、控制吹扫单元和分析校对单元等)和安装在工艺管线上的**取样装置组件组成。
**取样装置:本安型防爆。为全不锈钢**级样品净化处理单元。针对焦炉煤气所含有害成份较其复杂的这一恶劣工况,采用国际先进的涡旋管制冷除焦油、除、除水汽和粉尘过滤技术达到取样净化初级处理的目的。
分析柜组件:分析柜采用正压充气防爆结构式。
分析柜内包含以下单元:
预处理单元:由特殊液体过滤器(洗涤槽、雾过滤器、除硫器等效组件来完成净化焦油、等成份的中间级净化处理;由冷凝器、蠕动排液泵、脱流器、精细过滤器等组成来完成精细级的净化处理;由特制耐腐抽气泵、流量控制器等组成样品的取气和稳压稳流工作。确保焦炉煤气样品分步进行净化、除尘、除湿、稳压、稳流等一系列环节,其过滤精度可达0.1μ。将符合要求的被测样气,送入分析仪器,确保了分析仪器工作的准确性和长期可靠性。
NH4HSO3+NH3=(NH4)2SO3;
由备煤车间来的洗精煤,由运煤通廊运入煤塔,由煤塔漏嘴经装煤车按序装入炭化室,在90-100度的温度下高温干馏成焦炭。焦炉加热用回炉煤气由外管送至焦炉各燃烧室,在燃烧室内与经过
**,焦炉烟气中含有SO2,SO2在180度至230度温度区间内(正好是脱硝反应的适宜温度),易与氨反应转化为硫酸铵、硫酸氢铵,附着在催化剂表面造成催化剂中毒失活,同时还造成管道堵塞和设备腐蚀。所以,我们在设计时可以在脱硝系统前加一过滤网,同时增加洗涤系统,对附着在催化剂表面的杂质进行洗涤。
TR-9200型本系统是专门为电捕焦器气体成份在线连续检测2含量而精心设计配套的一种电器仪表设备。它集机、电、仪于一体,具有较高的可靠性、*的传感器、先进的测量技术和精良的取样预处理相结合,组成了功能完善、安全可靠、维护量小、操作简便、使用寿命长的过程分析系统。系统采用了国际先进*的取样和预处理技术进行净化和处理焦炉煤气中的焦油、煤粉尘、水汽和、硫化氢等腐蚀等物质,确保了分析仪器的长期在线运\行。与同类产品相比具有狠高的技术优势和性价比优势。
适用范围:
本装置适用于各类电捕焦器及各类炉型煤气管线内氧含量测量,通过对氧含量的自动分析,实现设备的安全联锁控制。